Originally Posted by
SEdan

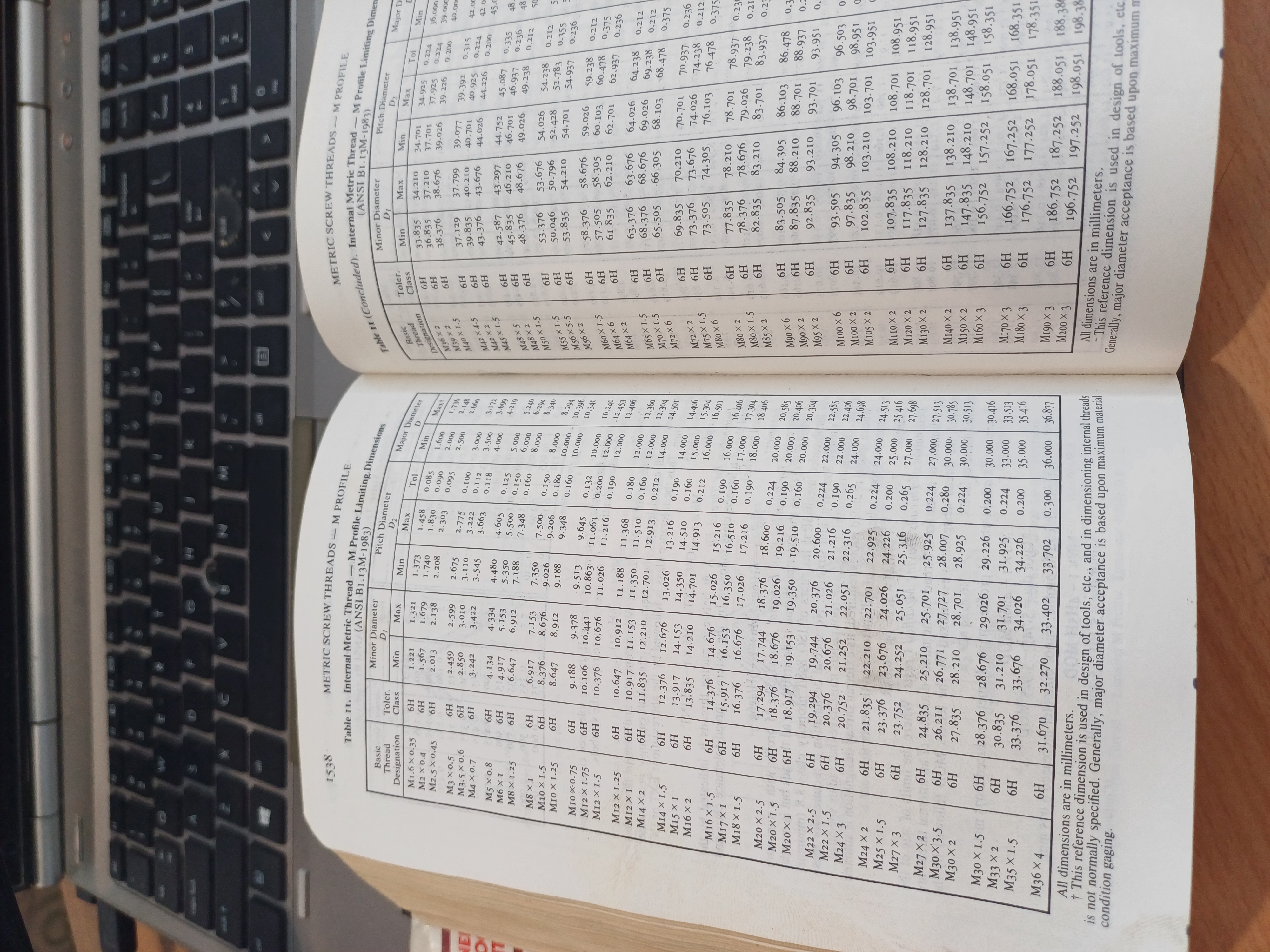
Hey all, Dan here, GC Wellington and Palmy manager here. To clear up any of the speculation, it was a mistake on our team members end. Nothing to do with the quality of the gear - when the rifle was sold to the customer he was unfortunately given an M15x1 silencer, for an M14x1 rifle.
This is obviously quite an embarrassing mistake, but not anything related to the threading job on the silencer nor the rifle.
The customer has come through and we have fully sorted them out, albeit with red faces.
I appreciate that some of the commenters in this thread may have well founded opinions of GC, but I and my team take these matters extremely seriously and, while we obviously made a human error here, I don't believe this reflects on our level of service and quality overall.
{kind=link}