
 13Likes
13Likes LinkBack URL
LinkBack URL About LinkBacks
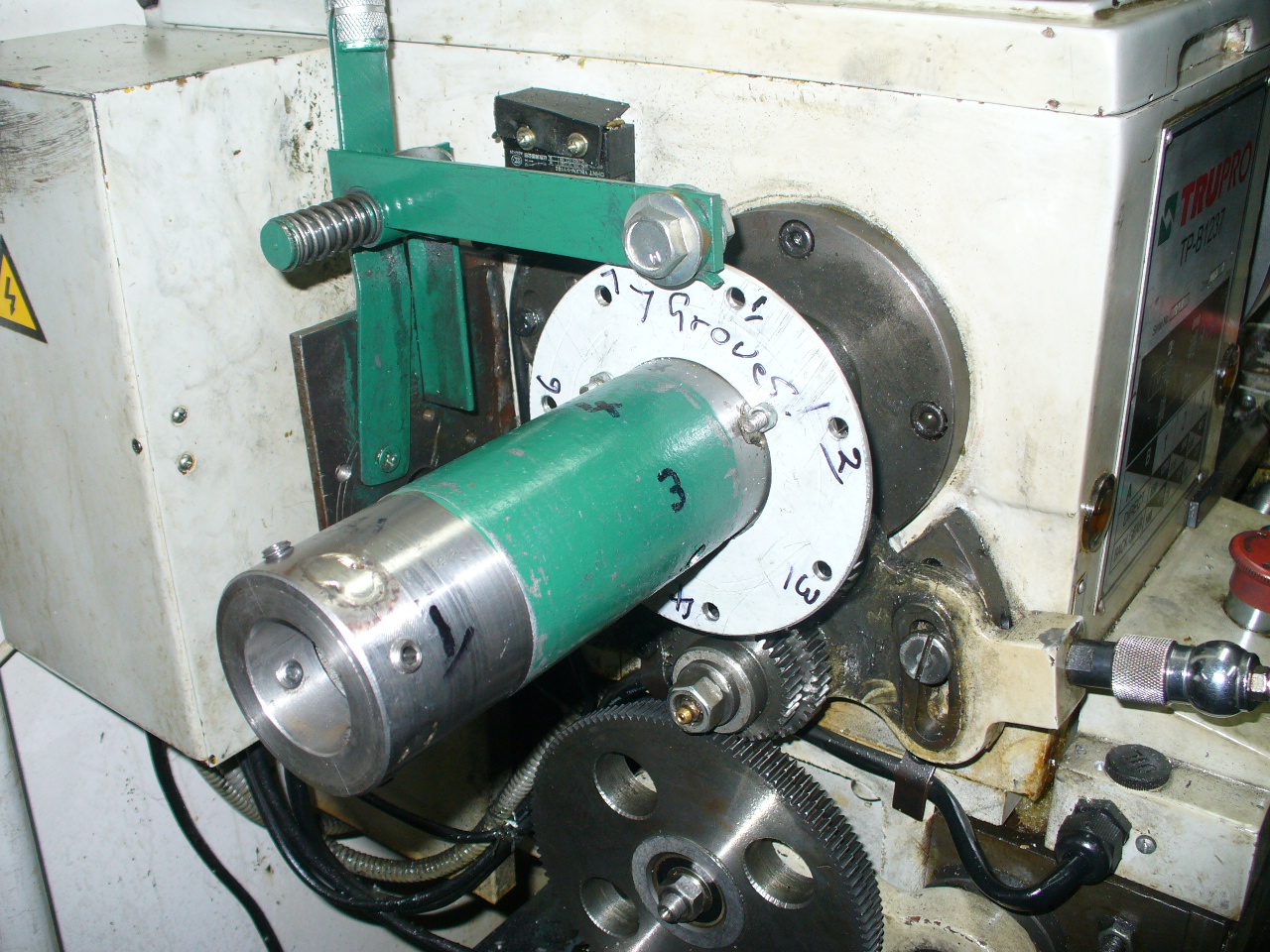
About LinkBacksI`S not so technical, find a 42 tooth gear and drill a hole every forth one, easy-peasy. Also may be able to fix up the six grove .510" barrel, have made up a new T/C cutter that's 0.133" wide so the lands and groves will be the same, that's .510"x pie / divided by 12 =0.133" . So reset barrel up in lathe and recut rifling then a good polish. It`s still not to the standed .50cal, should be drilled hole =.492", ream to .494" cut rifle 0.003" deep =.500" bore. My drill leaves a hole of .5009", bugger, so has to be for lead bullets only as jacketed ones are .500" dia my bore is .510" =.511/12" bullets. the number 7 rifling disc
.
Welcome guest, is this your first visit? Create Account now to join.
Welcome to the NZ Hunting and Shooting Forums.
Search Forums


User Tag List
Results 1 to 15 of 21
Thread: .500" barrels
Threaded View
-
21-07-2019, 09:09 PM #14Member


- Join Date
- Jul 2013
- Location
- Auckland
- Posts
- 830
Micky Duck likes this.





 Reply With Quote
Reply With QuoteSimilar Threads
-
Afternarket Blaser barrels - Elmers barrels
By stug in forum Firearms, Optics and AccessoriesReplies: 5Last Post: 25-01-2018, 03:25 PM -
Shooting Apps "Range Buddy" and "Reloading Assistant"
By Dead is better in forum Resource LibraryReplies: 4Last Post: 14-01-2017, 05:23 PM -
Evolve LED Light Bar For Offroading in sizes 18",20",28",36",43"
By pighuntingnz in forum Outdoor TransportReplies: 4Last Post: 27-12-2016, 08:05 AM
Tags for this Thread
 Posting Permissions
Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts
Welcome to NZ Hunting and Shooting Forums! We see you're new here, or arn't logged in. Create an account, and Login for full access including our FREE BUY and SELL section Register NOW!!
All times are GMT +13. The time now is 05:41 AM.

Bookmarks